FASTENERS 101™
Taps & Dies
What Are Threading Tools?

Threading and Rethreading Tools
Taps and dies are metal threading tools used to cut and restore internal and external threads precisely. A tap is used to form the female component of the assembly, as in the case of a nut or socket, a die is used on the male component, as in a screw or bolt. A Tap is used to create the internal threads in a hole for use with a threaded fastener. A die is used to make or repair external threading on a round rod, screw, or bolt. T-handle wrenches are used with a tap to grasp the tap and to create or repair an internal thread. Ratcheting T-handldes make grasping and spinning the tap easier.
More Abouts Taps & Dies
Taper Taps
.jpg?ts=1757453416g)
Taper Taps, sometimes called starting taps, have a more pronounced taper to their cutting edges than other taps. This gives taper taps a more gradual cutting action. Taper taps are most often used when the material to be tapped is difficult to work with or if the tap is of a very small diameter and prone to breakage. Featuring a 7-10 pitch chamfer length and starts the thread square with the workpiece. For taps to cut, they must be harder than the materials that they are cutting. This additional hardness also makes them brittle, meaning that they can be easily broken, a costly error that can be avoided. It is important to use the proper T-handle for a tap rather than a standard wrench or locking pliers. Using a T-Handle keeps the force applied over the center of the tap or die, maintaining proper symmetry and tapping a straight and square hole.
The cutting teeth on a tap are not continuous all the way around the tap body. There are usually three or four cutting sections separated by a groove, called a flute, between them. Once the first full teeth begin cutting, the metal being removed may be a long strip, called a swarf, or chips. The flutes job is to provide clearance, so the chips can be kept clear of the cutting teeth and be pushed out of the top of the hole. It is important that the cuttings be broken up to prevent jamming and breaking the tap. The best way to do this is to turn the tap in the direction of the cutting until you start to feel it bind. At this point, turn the tap slowly in reverse until you hear, or feel a "click" of the chip breaking away from the material being cut. Remove the chip so the hole is clear and continue to advance the tap. The smaller the tap, the more important it is to break the chips away from the tap.
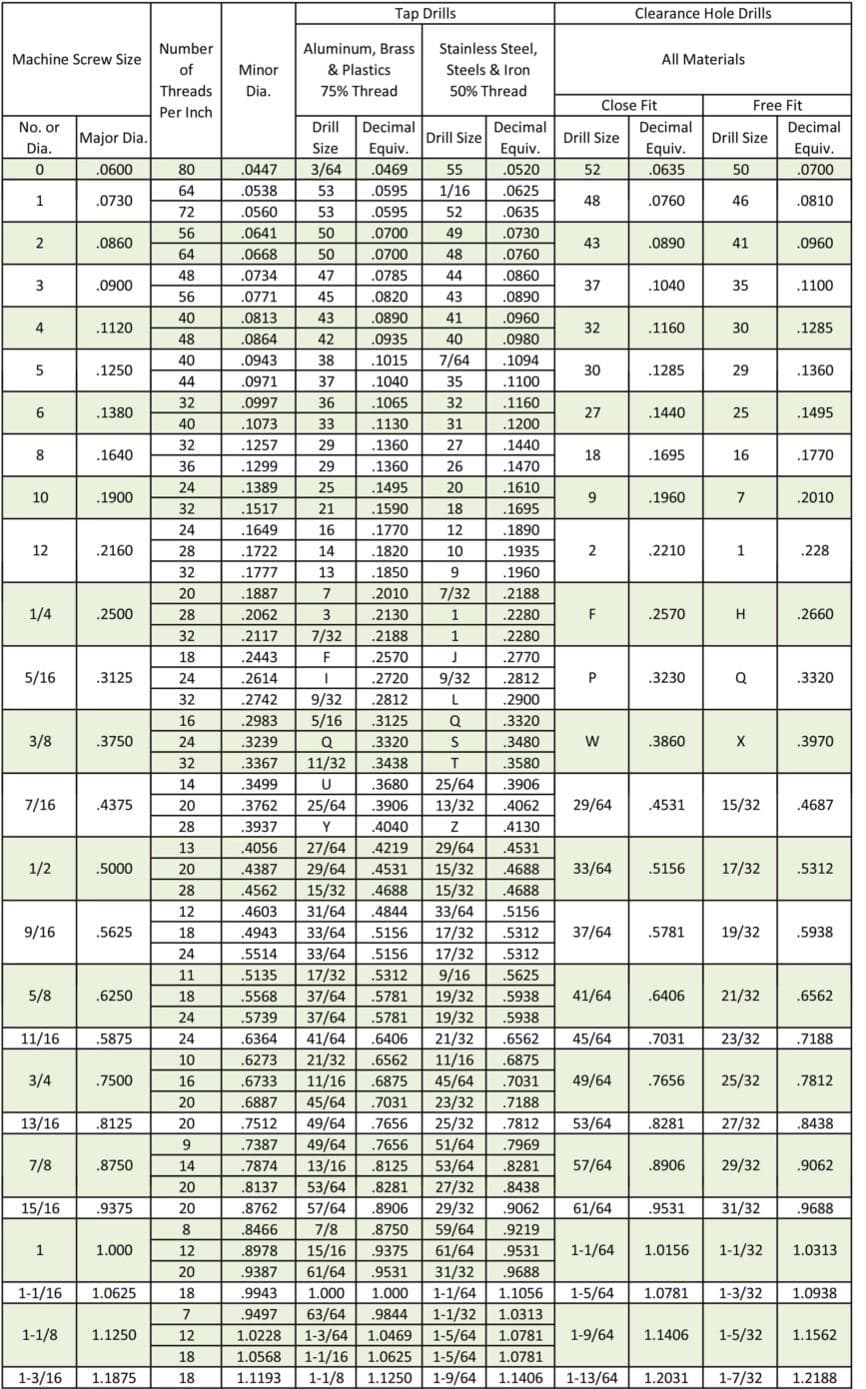
Always use a Tap/Drill Size Chart to find the correct drill bit size for the hole you must drill. Drilling the correct hole size is important because if the hole is too large the root of the threads will be shallow, and the screw may strip out or fail. If the hole is too small, it will cause the tap to bind and possibly break trying to cut through too much material. Small taps are very easy to snap. It only takes approximately 4 pounds of human force to break a 6-32 tap, proceed with caution when using small taps.
Hex Rethreading Dies

Hex Rethreading Dies are used to restore bruised (rounded) or rusty threads on screws and bolts. Rethreading Dies are hexagonal in shape and may be turned with a wrench. Hexagonal Rethreading Dies are the same size as their respective standard hex nut sizes. All Dies feature Thread Reliefs to provide easier cutting action and reduce friction by helping to remove shavings from the rethreading. The number of reliefs varies on the size of the Die.
T Handle Tap Wrenches

T Handles hold the end of a tap to provide extra leverage for hand tapping making them very useful for confined spaces or where extra reach or leverage is required. T Handle Tap wrenches may also be used with screw extractors, drills, and other tools. T Handle Tap Wrenches use a collet to firmly grasp the tap. A collet is a set of segmented metal pieces that form a collar around the tap. The nose cap of the T Handle is tapered and threaded and tightens the collet as you screw the nose cap up the T handle. The handle itself on T handle wrenches is adjustable and can be switched to either side of the wrench.
High Speed Steel
High Speed Steels (also known as HSS) are high-performance special steels offering high hardness at temperatures up to 500 degrees C and high wear resistance, thanks to alloying elements. As such high-speed steel does not lose its temper (hardness) with higher temperatures permitting it to cut faster than high carbon steel, thus the name. High speed steel at room temperature typically displays high hardness (above Rockwell hardness 60) and abrasion resistance compared to carbon, and other kinds of steel. High speed steel taper taps can be used in a T-handle or machine.
How To: Taps Troubleshooting
Sometimes problems can occur when tapping holes. These are often caused by the tapping machine (if using one), tap holding devices, and the condition of the hole to be tapped. If using a tapping machine be sure to check for spindle, fixture, and work alignment for slipping belts, wear, and power. If using a tap holding device check to see if the correct type is used for wear and alignment with the hole. The hole itself should be checked for diameter and trueness in round and axis to assure correct percentage of thread engagement. Lastly, be sure there is enough chip room at the bottom of the hole for blind holes. Below are types of trouble and their causes that can be encountered when tapping holes.
Tapping Trouble |
Typical Causes |
| Tap Breakage |
|
| Tap Failure on Reversal |
|
| Chips Clogging Flutes |
|
| Stripped or Chipped Tap Threads |
|
| Torn Threads in Tap Part |
|
| Tap Sticking or Binding |
|
| Excessive Tap Wear |
|
| Cutting Face Breakdown |
|
| Overheating of Tap |
|
| Poor Finish on Thread in Tapped Part |
|
| Excessive Frictional Drag and Power Requirement |
|
General Suggestions
To avoid some of these tap related issues we have a few suggestions to try:
-
If the holes are undersize or oversize check against the setup instructions. Check the tap for correct pitch diameter limit for the desired class of thread, and the drill for correct size.
-
If the tap is producing rough thread it generally means that the tap is pushing or tearing the metal instead of cutting it. The tap may be dull, have galled threads, or may be running at too slow a speed. If none of these, increase the hook angle of the cutting face.
-
If the tap is loading (metal clinging to the tap) or galling, check the lubrication. Here, too, the tap may be dull, or it may be producing too high a percentage of thread. Shift to a surface-treated tap.
-
If tap breakage is encountered the tap may be cutting too high a percentage of thread, be insufficiently lubricated, or have too little clearance for chips at the bottom of the blind hole. If none of these conditions exist, increase the speed, except in hard or tough materials. In these materials, lower the speed.

US Tap and Drill Bit Size and Reference Chart